高密度聚乙烯微薄薄膜,是指以高密度聚乙烯為主要原料成型薄膜厚度在0.01㎜左右的薄膜。這種薄膜的外觀手感與薄絹紙相似,它的強度高,韌性和防潮性均較好;這種薄膜的應用量占高密度聚乙烯薄膜總產量的90%以上。與低密度聚乙烯同厚度薄膜比較,物美價廉。高密度聚乙烯微薄薄膜主要用作各種購物袋、垃圾袋及各種食品袋。
1. 高密度聚乙烯微薄薄膜特點
與低密度聚乙烯膜比較,膜的強度高,韌性好,同樣強度時僅是LDPE薄膜厚度的一半。
膜的耐熱性,阻隔性和防潮性均良好。
可加工性和熱封性好。
有良好的印刷性。
2. 原料選擇
用密度為0.948-0.950g/cm3,熔體流動速率MFR<0.1g/10min聚乙烯樹脂。如中國石化齊魯股份有限公司生產的DG-DA6098和遼陽石化公司生產的GF7740等牌號,均可用來生產HDPE微薄薄膜。為了提高薄膜的韌性,主要原料中還可加入20%的線型低密度聚乙烯;為了降低生產成本和增強手感,也可在主要原料中加入少量輕質碳酸鈣。
3. 設備條件要求
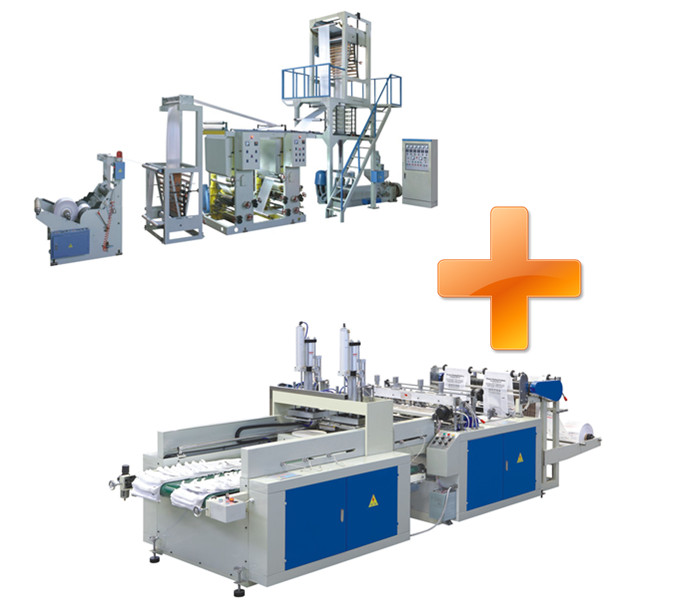
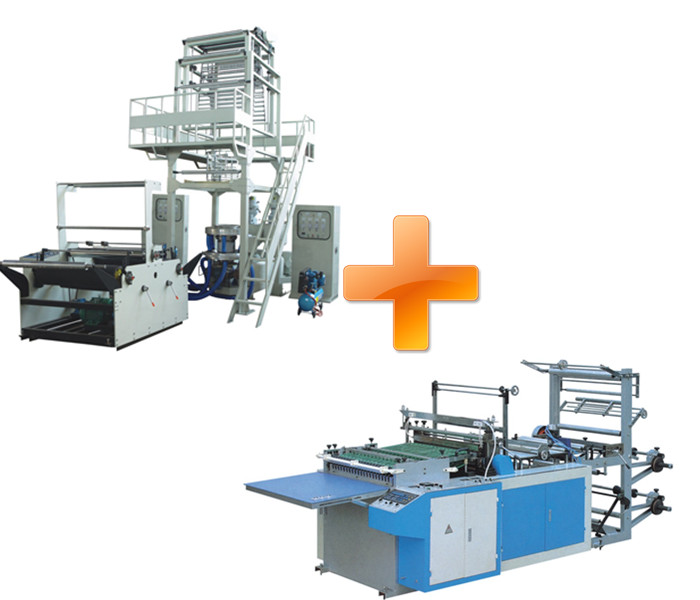
高密度聚乙烯微薄薄膜的擠出吹塑成型與普通聚乙烯薄膜的擠出吹塑成型生產用設備及工藝順序完全相同。微薄薄膜的擠出吹塑成型可用∮45㎜螺桿擠出機。螺桿結構為等距漸變型,長徑比在25:1左右,壓縮比為3:1.用螺桿前端設有屏障,機簡加料段內孔開有縱向溝槽形塑化部件,更適宜原料的熔融塑化。
成型模具應選用芯棒為螺旋式結構,口模直徑在∮40㎜左右,口模間隙在1-1.2㎜范圍內。
大連橡膠塑料機械廠和北京塑料機械廠等單位,可生產HDPE吹塑薄膜專用機組。
4. 擠出吹塑工藝參數
原料擠塑機簡各段工藝溫度:加料段150-170℃,塑化段180-200℃,均化段200-220℃。
成型模具溫度為190-210℃。
采用平擠出上吹法,膜坯吹脹比在4左右,牽引速度在30m/min以上。
5. 高密度聚乙烯微薄薄膜擠出吹塑成型注意事項
成型膜坯用熔料溫度控制在200-240℃范圍內。
注意膜坯管的吹脹比與薄膜強度的關系,吹脹比值大,則膜的強度高,但也不宜過大,以避免影響膜厚的均勻性。一般吹脹比在4.5左右。
從成型模具口擠出的膜坯管頸較高(一般要大于口模直徑的5倍高)。這是為了讓膜管在較低溫度拉伸。為防止膜泡浮動,膜泡的內外側都要裝有穩泡器。牽伸比一般控制在5左右。
HDPE微薄薄膜的質量標準參照GB/T12025-89HDPE吹塑薄膜質量標準。

| |||||||
 中文版
中文版