1. 聚乙烯淀粉可生物降解塑料薄膜生產成型,主要原料可用低密度聚乙烯,也可用高密度聚乙烯,選用熔體流動速率在4-7g/10min范圍內樹脂。
2. 生物降解母料生產用料,也可參照下列配方用料:淀粉60-65份,偶聯劑1-1.5份,載體樹脂(含淀粉接枝共聚物)25-35份,分散劑3-5份,促降解劑0.5-1.5份。
3. 淀粉常用材料,是玉米、薯類(木薯、馬鈴薯、紅薯等)、大米及小麥植物中提取的淀粉。玉米淀粉可使降解塑料有較好的力學性能和加工性;薯類淀粉可使降解塑料有較好的降解性能。
4. 用于降解塑料中的淀粉必須是經過干燥處理的改性淀粉;儲存期較長的母料,應用前要干燥去濕,使其含水量小于1%。防止膜泡吹脹時爆裂或影響膜面表觀質量。
5. 注意淀粉在制品用料量的控制:淀粉在制品用料量中占10%時,其誘導期在7個月左右;淀粉在制品用料量中大于20%時,其誘導期在3個月左右。即薄膜制品用料量的增加,其制品的誘導期會逐漸縮短。
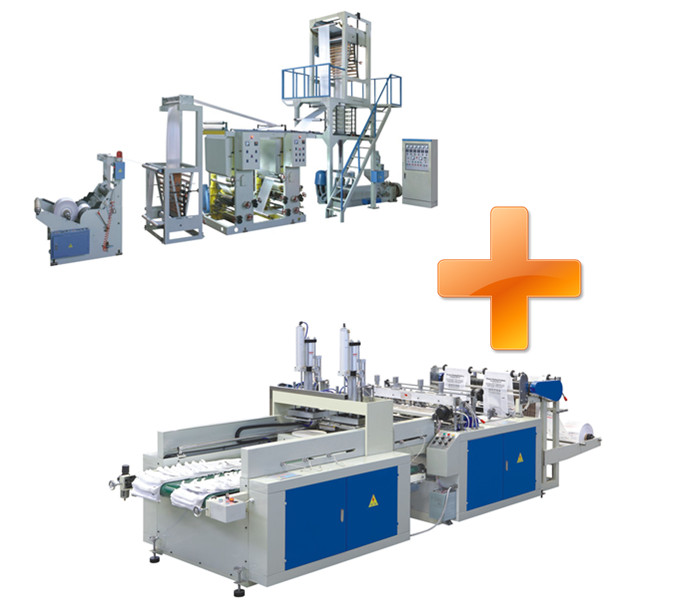
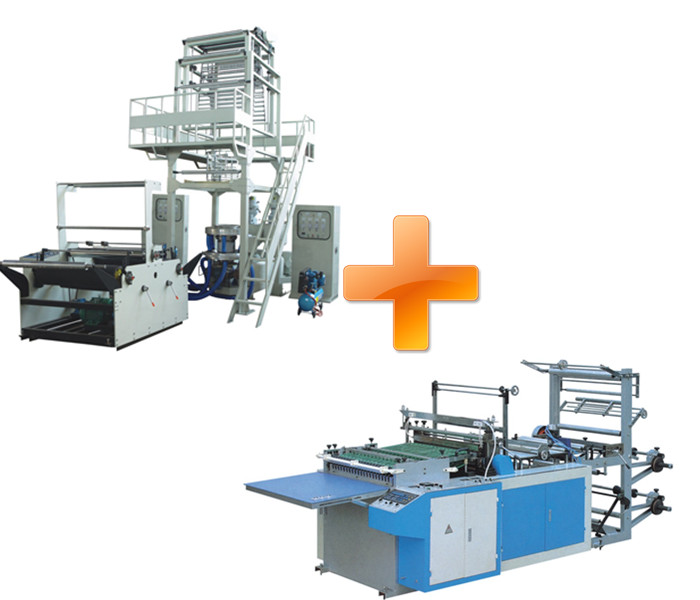
6. 降解薄膜的擠出吹塑成型設備,可用擠出吹塑PE料成型薄膜設備;成型模具應采用芯棒為螺旋式結構,進料口直徑應略大于純PE料模具進料口直徑。
7. 降解薄膜用料的擠出塑化溫度控制要低于160℃;以HDPE料為主要原料時,擠塑溫度可略高些,但不應超過170℃。這主要是考慮原料中的淀粉塑化能力差,在高溫時易燒焦的緣故。
8. 降解膜坯管的吹脹比控制在1.5-3之間。注意膜坯縱,橫拉伸倍數應接近,防止膜泡破裂。
9. 降解薄膜擠出生產初期,要用純聚乙烯樹脂試生產,正常后再投降解薄膜成型用料;生產結束前用純PE料清洗機簡和模具,設備中不許有降解料殘留。

| |||||||
 中文版
中文版