1. 原料選擇:擠塑聚乙烯自封薄膜生產成型應選用包裝級吹塑PE樹脂。一般可用高密度聚乙烯和低密度聚乙烯樹脂,要求樹脂的熔體流動速率(MFR)為2-7g/10min.目前,應用較多的還是低密度聚乙烯樹脂,如中國石化集團北京燕山石油化工有限公司生產的ZF7B型樹脂可生產自封薄膜。
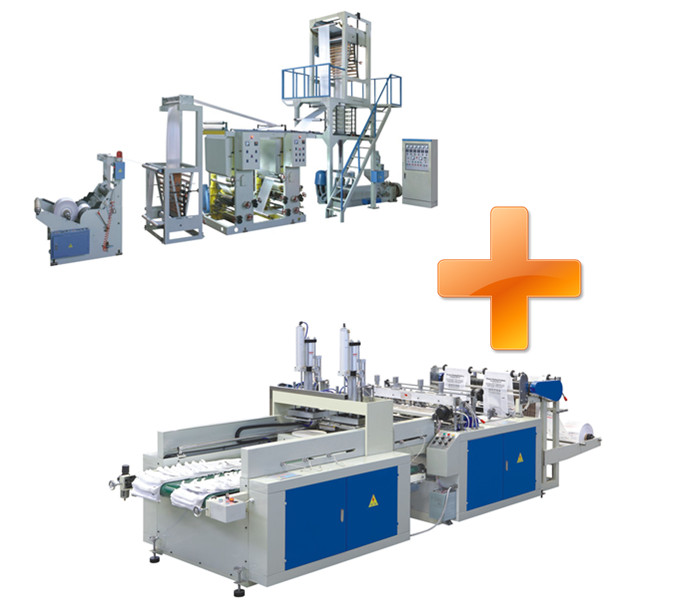
2. 擠出吹塑自封薄膜生產方式
聚乙烯自封薄膜的擠出吹塑成型生產方式,可用擠出平吹法和擠出上吹法生產成型。生產工藝順序與普通聚乙烯的擠出吹塑薄膜生產工藝順序完全相同。
3. 設備選擇
原料塑化熔融用擠出機,可選用擠塑PE料通用型單螺桿擠出機,螺桿直徑選擇按擠出吹塑自封薄膜的折徑大小決定,一般多用∮45㎜和∮65㎜,長徑比為L/D≥20:1,壓縮比為3:1;機簡前加多孔板和三層過濾網,過濾網目數與安裝位置為80/100/80目。
成型模具選用芯棒為螺旋式結構,出料口平直段除設有緩沖槽外,還設有能夠成型自封薄膜錨形截面的凸棱和凹槽式限料結構,它們的位置和放大形狀如圖5-20所示。
圖5-20中的結構與普通擠出吹塑薄膜成型用模具結構有不同之處,這種結構形狀確定的準確與否,對自封薄膜應用時的啟閉工作效果有很大影響,對這個部位結構的設計與加工應注意凸棱和凹槽截面形狀的非對稱性,以適應這種自封包裝袋封閉后的外力打開,內脹力或壓力不易打開的要求;注意凸棱和凹槽結構間隙與口模和芯棒間隙的協調性,應能達到熔料在此處流過時的熔料流量及流速與口模圓周上各點的熔料流量及流速一致,這樣才能順利生產,成型較理想的凸棱和凹槽。注意這種理論設想對模具結構要求,由于受原料性能和擠出多種因素影響,很難一次設計加工出較合適的模具結構,應在實際生產中反復試驗修改,才能達到較理想的效果。
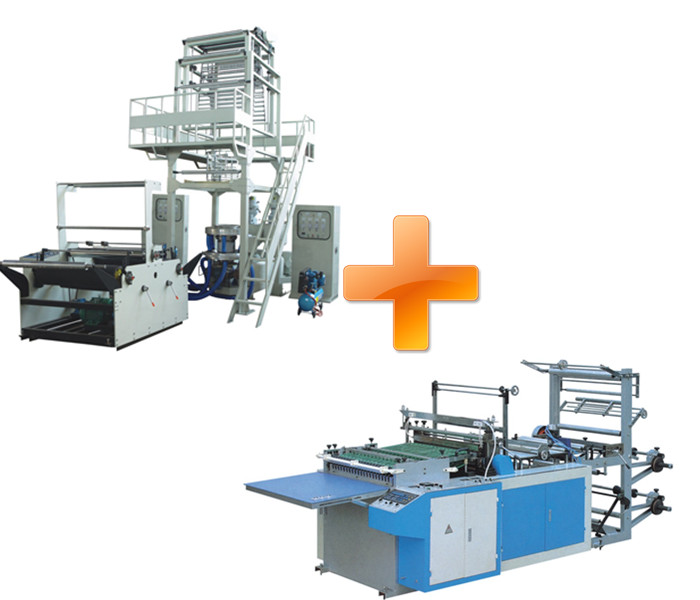
輔機的選擇條件要求比擠塑普通聚乙烯薄膜聚乙烯薄膜成型用輔機要求條件難度大。特別是冷卻風環的工作方式對自封薄膜中的凸棱和凹槽成型質量有較大影響,一般要2-3個風環工作對膜泡進行冷卻;牽引前通過人字形導板后的第一牽引輥只是一個導輥;牽引冷卻定型薄膜運行的夾緊牽引輥上應開有凸棱、凹槽通過的凹槽,以防止夾緊輥的夾緊力使薄膜上的凸棱,凹槽變形。
擠出吹塑成型自封薄膜用輔機,由大連東方橡膠塑料機械開發有限公司和江蘇昆山信中機械有限公司等廠家生產。

| |||||||
 中文版
中文版