低密度聚乙烯轉光保溫棚膜,實際就是在低密度聚乙烯普通棚膜成型用料內添加一定比例的光轉換劑和其他一些輔料(防老劑和防霧滴劑),經擠出吹塑成型。這種大棚膜內由于有了光轉換劑而能使太陽光中的紫外線轉換成具有特定波長的紅光。這種紅外線對植物的生長發育有益;可促進農作物的光合作用和新陳代謝過程。同時,還可提高棚內溫度。增加保濕效果。促使農作物早熟。
1. 原料選擇與配方
低密度聚乙烯(LDPE,熔體流動速率MFR=1.5g/10min,密度為0.919g/cm3)70份,線型低密度聚乙烯(LLDPE,熔體流動速率MFR=2g/10min,密度為0.912g/cm3)30份,光轉換劑(熔點≥280℃;200-400㎜紫外線吸收率>85%;580-750㎜紅光透光率80%-82%;在590-750㎜波長范圍內發射峰為580㎜、619㎜、690㎜)0.1份,無滴耐老化劑(防霧滴劑含量為12%±1%,防老劑含量為5%±0.5%)0.35份。
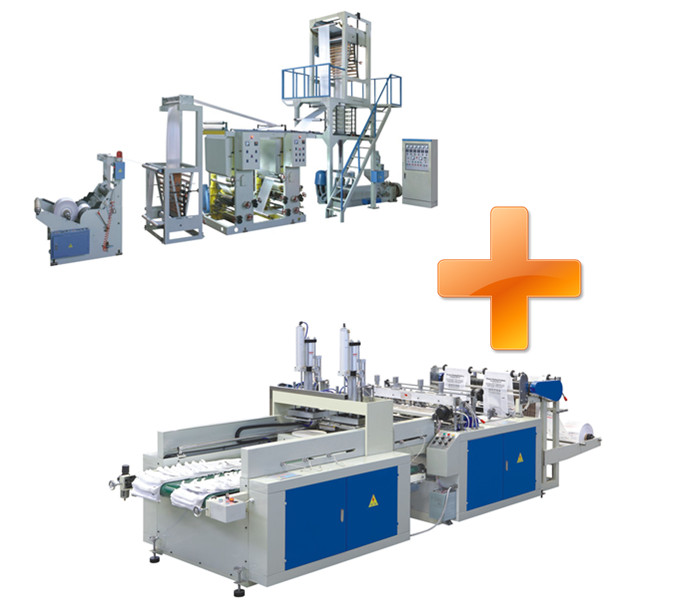
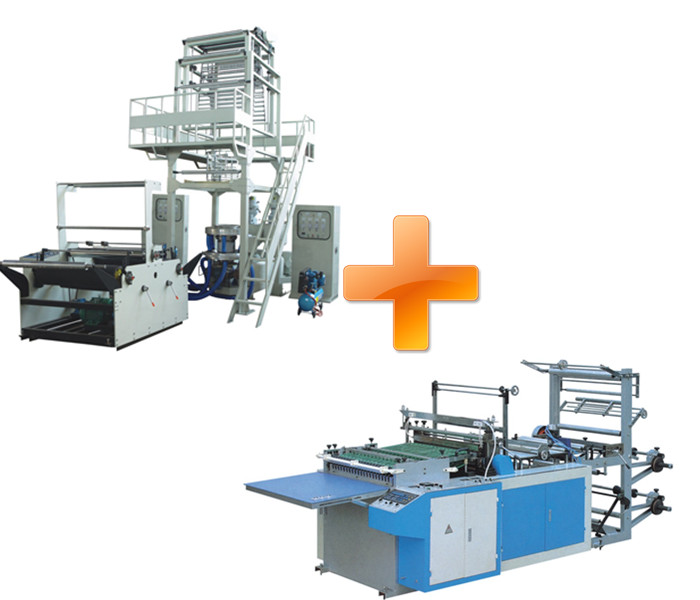
2. 設備選擇
原料準備用研磨機、混合機、擠出造粒機;聚乙烯擠出吹塑成型薄膜用通用型擠出機組。模具為螺旋式芯棒模具結構。
3. 生產工藝順序
助劑研磨后計量、LDPE計量→混合→烘干→擠出造粒
LDPE.LLDPE、母料按配方要求比例計量→混合機混合→擠塑熔融→成型模具內擠出成型模坯→吹脹膜坯(同時風冷卻定型)→牽引→卷取。
擠出吹塑工藝參數
擠出吹塑轉光保溫PE膜機簡工藝溫度:加料段120-150℃,塑化段160-180℃,均化段180-200℃。
成型模具溫度為190-200℃。
膜泡吹脹比為2.5-3.風環冷卻。
擠出吹塑PE轉光保溫棚膜應注意事項
1. 為了延長棚膜的使用時間,必要時轉光棚膜成型用原料中應加入些光-氧穩定劑。
2. 為了提高棚膜的保溫效果,轉光棚膜成型用原料中可適當加入些防紅外線阻隔劑。
3. 光轉換有效使用期在4-6個月范圍內,為避免影響棚膜的光轉換效果,生產廠應將成品用不透光物包裝。

| |||||||
 中文版
中文版