中文版
中文版 


塑料薄膜的拉伸生產(chǎn),在壓延機(jī)生產(chǎn)線(xiàn)上或?qū)S美鞕C(jī)上進(jìn)行。拉伸的方式有單向拉伸和雙向拉伸。單向拉伸是指把膜坯的縱向或橫向拉伸,雙向拉伸是指把膜的縱向和橫向都進(jìn)行拉伸。
單向拉伸塑料薄膜,目前在壓延機(jī)生產(chǎn)線(xiàn)上應(yīng)用較多。方法是把壓延機(jī)輥筒上成型的聚氯乙烯膜坯,從輥面上剝離后引入拉幅機(jī)上(此時(shí)膜坯溫度在玻璃化溫度以上,熔融溫度以下),膜坯兩端被平穩(wěn)運(yùn)行的輸送帶上下夾緊,隨著膜坯兩端輸送帶水平運(yùn)行距離的逐漸加大而把被輸送帶夾緊的膜坯橫向拉寬,經(jīng)降溫定型后卷取。這種用工作面尺寸較小的輥筒生產(chǎn)膜坯,然后通過(guò)拉伸達(dá)到能生產(chǎn)寬幅薄膜的方法,既經(jīng)濟(jì)又較方便。
能夠采用單向拉伸的膜坯有聚丙烯膜、高密度聚乙烯膜和聚氯乙烯膜。
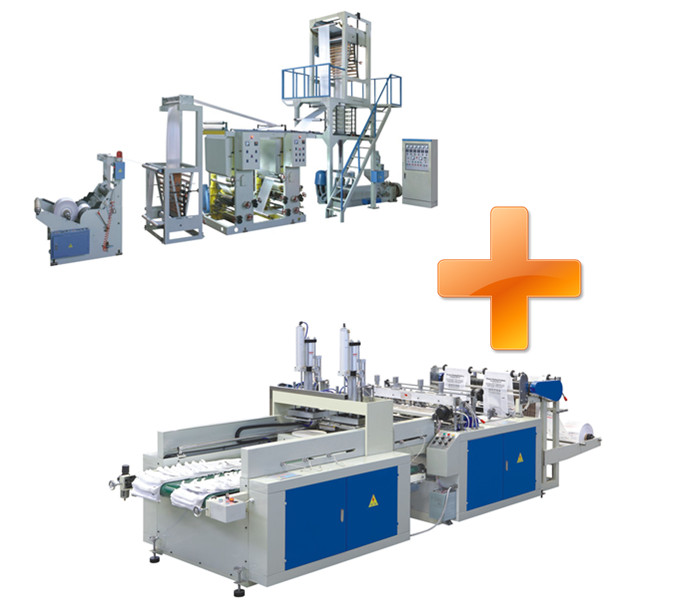
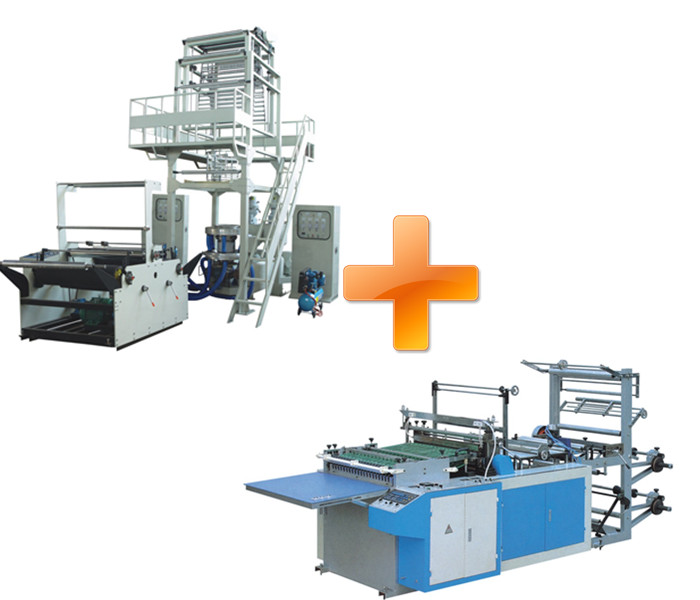
雙向拉伸薄膜一般都在專(zhuān)用拉伸機(jī)上進(jìn)行。被拉伸的膜坯先引入多輥組成的縱向拉伸輥筒上,輥體內(nèi)通蒸汽加熱,膜被輥筒牽引向前運(yùn)行。由于每根輥筒的速度是逐漸遞增,則輥筒之間的速度差把膜坯縱向拉伸。膜通過(guò)縱向拉伸輥組后,進(jìn)入橫向拉伸烘箱,脫離縱向拉伸的膜兩端被夾子夾緊,由夾子牽引向前運(yùn)行。隨著被拉伸膜兩端夾緊夾子的運(yùn)行軌道距離的逐漸擴(kuò)大而把膜坯又橫向拉伸,進(jìn)入高溫定型段,然后離開(kāi)烘箱,在室溫條件下運(yùn)行一段距離被卷取。
這種用多根加熱輥筒,第根輥筒的旋轉(zhuǎn)速度逐漸提高,而把膜片進(jìn)行縱向拉伸的方式,也稱(chēng)為膜版的多點(diǎn)拉伸法。對(duì)于膜片的縱向拉伸,在縱向拉伸輥組中,分為兩個(gè)部分:前一部分輥組為慢速輥組,引導(dǎo)被拉伸片向前運(yùn)行,同時(shí)被有一定溫度的輥面加熱;后一部分輥組為快速輥組,被拉伸膜片在快、慢速輥間被拉伸。兩輥的轉(zhuǎn)速差就是被拉伸膜片的縱向拉伸倍數(shù)。這種拉伸膜片的方式也可稱(chēng)為點(diǎn)拉伸。
關(guān)于我們
招攬納士
客服中心


| |||||||