中國式世界包裝制造和消費大國,塑料包裝在包裝產業總產值中的比例已超過30%,成為包裝產業中的生力軍,在食品、飲料、日用品及工農業生產各個領域發揮著不可替代的作用,近年來,塑料包裝行業的包裝產品、包裝材料平穩增長, 包裝新材料、新工藝、新技術、新產品不斷涌現。
塑料在硬質容器和軟包裝中的應用都會增加,在硬質容器方面,如塑料淺盤和塑料桶,由于可重復使用,長遠成本低于纖維板桶。塑料立體袋也有取代紙板盒之勢,作為干貨食品如預制谷食品,醬等容器,另外,由于塑料瓶具有質輕,耐碰撞的特點,被越來越多地用于果汁、水果飲料的包裝。在軟包裝方面,塑料制品中的小袋和薄膜,仍將在快餐食品和零售領域內大有用武之地。
2010年,塑料材質占據了包裝市場24%的份額,而零售易包裝則占據了75%的包裝市場份額。
預計,2016年零售易包裝的需求將呈現爆發性的增長。
倫敦的包裝咨詢公司Pira公司一份最新的報告數據顯示,零售易包裝的要求到2016年將達到2700萬噸,遠遠超過其在2010年的1900萬噸。
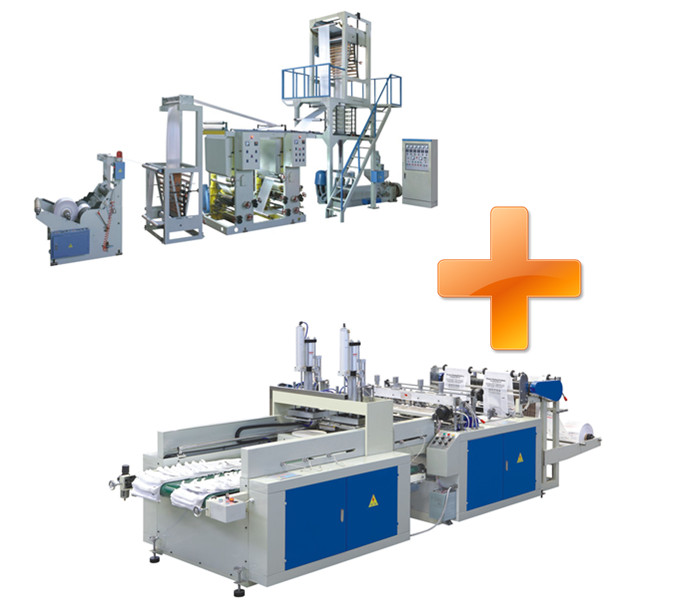
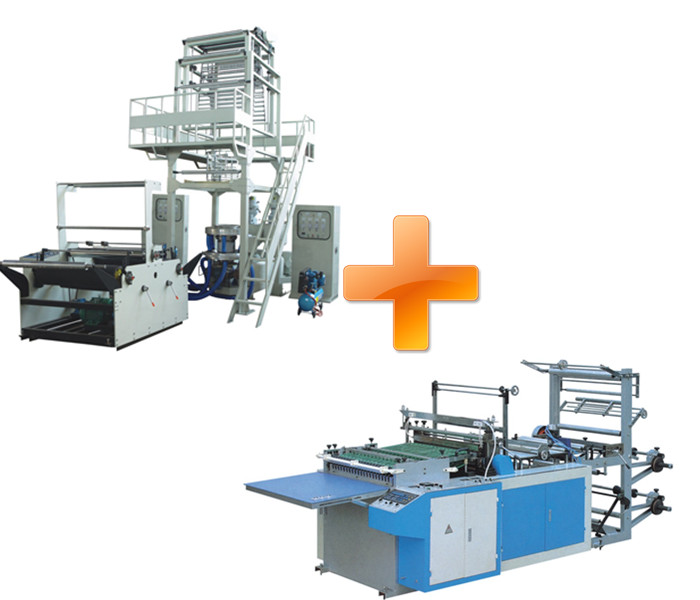
如何吹膜機制作塑料
根據塑料的熔融理論,吹膜機所制作的吹膜薄膜的工作步驟共分三段:加料段、熔融段、均化段。在加料段末端,進入熔融段開始時,根據熔融理論,它的溫度應是粘流溫度。各種吹膜樹脂流溫度分別為PP:164-175攝氏度,PE:105-136攝氏度,PA:195-210攝氏度。
在加料段入口,為了防止樹脂粘流堵死進料口,需要溫度低一些,另外,在加料段樹脂不斷壓縮,空氣要倒著從加料口排出。根據設備構造不同,加料口雖不進行電加熱,但是通過機筒傳熱,加料口溫度為50-90度,而末端等于熔點或粘流溫度,在該段上可以定為溫度等比線形升溫。
熔融段開始時,溫度達到粘流溫度才能熔融,對于結晶型樹脂,粘流溫度等于熔融溫度,然后不斷壓縮和增加熔層,就需要溫度不斷提高,才能使樹脂分子鏈長短不等,不同熱運動能量的高分子先后都熔融,因而到熔融末端的溫度確立后,可以定為在該段上其他部位是線形升溫的
在均化段,主要是再熔融均化和定量定亞恒溫輸出熔體,該段溫度可以保持恒定,或熔融段末端溫度略有一點升高(2-5度左右)。
對于吹膜機所制作的吹膜薄膜而言,要求通過模頭段的溫度低一些,但是又不能低于粘流溫度,便于提膜和正常吹膜,一般情況,它比均勻段末端低10-30度左右,從均化段到模頭溫度也可視為等差溫度

| |||||||
 中文版
中文版