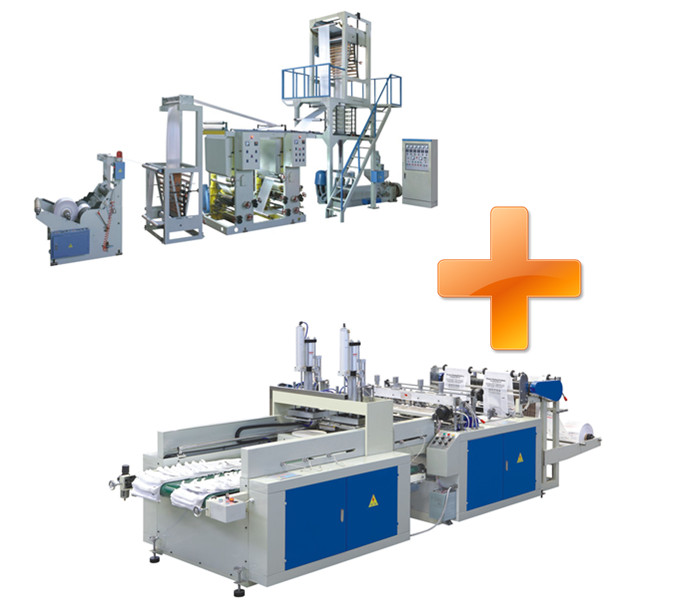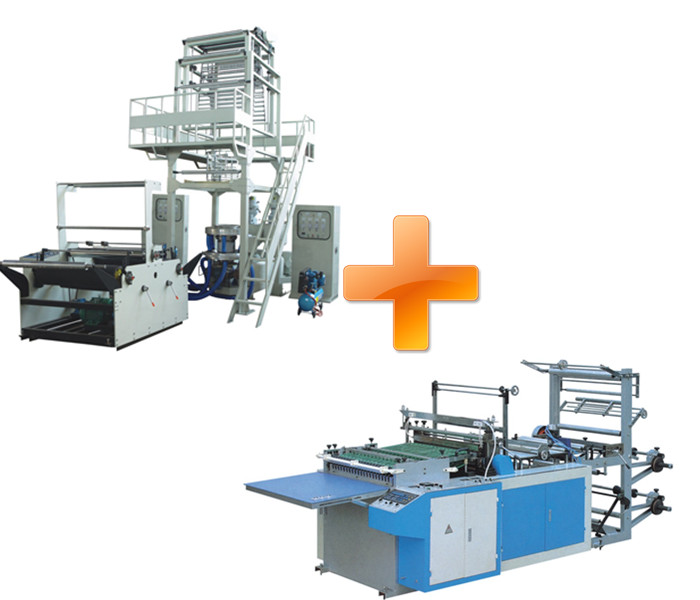
低密度聚乙烯薄膜的成型多采用上吹法風冷方式成型。這種生產方式成型的薄膜透明度比較差。如果把LDPE薄膜成型改為下吹法,膜泡為水冷式生產,即可提高LDPE吹塑薄膜的透明度,而且它的光澤性和柔軟性也都比較好。
低密度聚乙烯透明薄膜生產應注意事項如下。
1. 原料選擇。透明薄膜成型用原料選用密度為0.921~0.925g/cm3低密度聚乙烯樹脂,熔體流動速率(MFR)為2~4g/10min.
2. 設備條件。 單螺桿擠出機的螺桿結構為等螺距螺紋深度漸變性,長徑比為20:1,壓縮比為3:1.成型模具為螺旋式芯棒結構。
3. 成型模具的膜坯出口距冷卻水面距離在100mm左右。注意生產時要保持冷卻水平面不產生抖動。
4. 膜泡的吹脹比為2
5. 生產薄膜厚度小于0.04mm時,機簡的進料溫度為120~140℃,塑化段溫度為130-150℃,均化段溫度為140-165℃。成型模具溫度為150-165℃。熔料溫度在155℃左右。

| |||||||
 中文版
中文版