1.原料選擇。LDPE樹脂密度為0.916~0.930g/cm3,熔體流動速率MFR=0.5~4g/10min. LDPE食品包裝薄膜成型應選用符合標準GB9691-88規(guī)定的衛(wèi)生標準要求樹脂。
成型不同厚度低密度聚乙烯包裝薄膜時,樹脂的熔體流動速率(MFR)參考選用值如下:當膜厚б=0.02-0.03mm時,MFR=1-4g/10min; б=0.03-0.08mm時,MFR=1-2g/10min; б=0.08-0.15mm時。MFR=0.5-1.5g/10min.
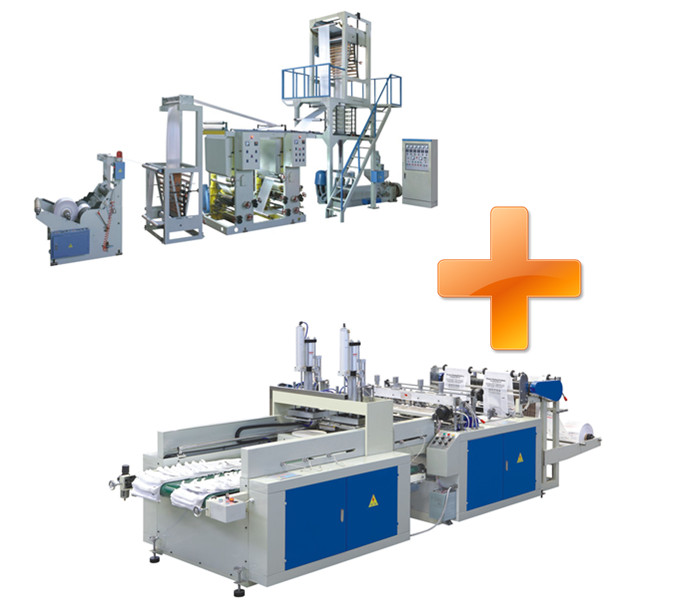
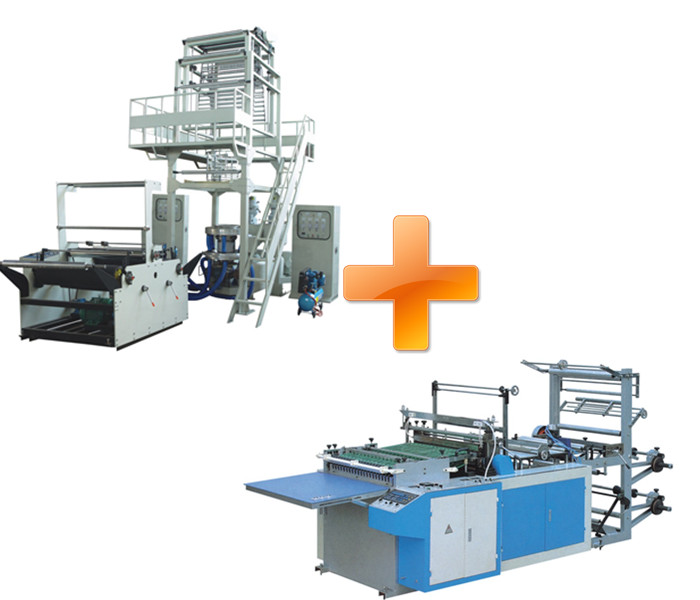
2.設備要求。單螺桿擠出機,漸變性螺桿,長徑比為(20~30):1,壓縮比為3:1,成型模具的芯棒為螺旋式,口模間隙在1mm左右。風環(huán)冷卻。
3.工藝溫度。機簡各段工藝溫度:加料段120~140℃。塑化段135~155℃,均化段145~165℃。
成型模具溫度為150~170℃。熔料溫度在160℃左右。

| |||||||
 中文版
中文版